二 流程的设计 知识点题库
2014年3月8日凌晨2点40分,马来西亚航空公司一架载有239人的波音777-200飞机与管制中心失去联系的,该飞机航班号为MH370,原定由吉隆坡飞往北京。飞机失联之后,英国卫星通信技术公司技术人员对飞机的可能坠落地进行了系统分析,根据MH370向卫星发出的Ping信号数据,利用多普勒效应分析计算,最终确定出飞机落入南印度洋。
波音777是一款由美国波音公司制造的长程双发动机宽体客机,是目前全球最大的双发动机宽体客机,该飞机包括起落架、客舱管理系统、电子电源辅助系统、煞车、襟翼与翼缝系统、电子发动机管理系统、自动驾驶飞行指示系统和飞行资讯管理系统等子系统组成。

-
(1) 飞机的设计是一项复杂的系统工程,下面关于飞机系统设计的一般步骤正确的是( )
①对飞机系统进行总体技术设计和评价 ②对子系统进行技术设计和评价
③确定各子系统的目标、功能及其相互关系 ④将飞机系统分解为若干子系统
A . ①②③④ B . ④③②① C . ④②③① D . ①④②③ -
(2) 波音公司要提高飞机的生产速度,需要对各子系统的生产加工流程进行优化,加快工程建设的进度,下列对工序流程说法不正确的是( )A . 串行工序的特点是上一点工序完成之后才能进入下一道工序 B . 并行工序的特点是多人或多台设备同时进行工作 C . 在生产加工中适当增加并行工序可以缩短工期 D . 在生产加工中适当增加并行工序可以降低人力和物力成本
-
(3) 飞机起落架零件是一种经双真空冶炼的超高强度结构钢。高强度结构钢生产加工工艺非常复杂,其中一个环节就是热处理,下列热处理工艺的流程正确的是( )A . 加热→回火→淬火→清洗 B . 回火→加热→淬火→清洗 C . 回火→加热→清洗→淬火 D . 加热→淬火→清洗→回火
-
(4) 飞机各个子系统的任何一个零件发生故障,都会影响飞机的正常飞行,甚至会出现灾难性的后果。这体现了飞机系统的( )A . 相关性 B . 整体性 C . 环境适应性 D . 综合性
-
(5) 技术人员进行了系统分析,根据MH370向卫星发出的Ping信号数据,利用多普勒效应分析计算,最终确定出飞机落入南印度洋。这体现系统分析的的( )A . 整体性原则 B . 综合性原则 C . 科学性原则 D . 相关性原则
-
(6) 波音777飞机采用了新型结构材料,这些材料不仅降低了重量和成本,而且结构强度也更加强大。下列不属于影响结构强度的主要因素的选项是( )A . 结构的形状 B . 结构的材料 C . 结构的连接方式 D . 结构的重心

该部件需要以下四个装配环节:①安装十字架;②装配阳(公)叉耳与支座;③安装曲柄;④安装阴(母)叉耳。请根据上述描述,回答以下问题:
-
(1) 此万向节的装配流程为→ ③ →→(将序号填在横线处);
-
(2) 制作支座的过程中不需要哪些加工步骤、(①划线②攻丝③锯割④钻孔⑤凿孔⑥锉削)(将序号填写在横线处,下同);
-
(3) 为了防止该装置生锈,以下方法中,效果更好(①表面刷光②涂防锈漆③镀层)
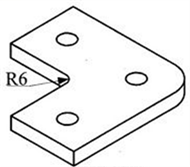
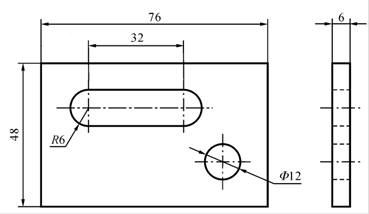
现用60×60的方形钢板加工该连接片,需要以下环节:①划线;②锯割;③钻孔;④锉削。请分析连接片的加工工艺,回答以下问题。
-
(1) 补充完整加工流程(在横线处填写加工环节的序号):→③→→。
-
(2) 加工图中R6的圆弧,合理的方法是:。(从①锯割;②钻孔;③锉削中选择一种,在横线处填写相应的序号。)
-
(3) 钻孔时用到的工具有:;。(从①钢锯②锉刀③钻头④丝锥⑤手钳中选出二种,在横线处填写相应的序号。)
-
(1) 下列工具中,组合正确并且用到的是( )A .
 B .
B .  C .
C .  D .
D . 
-
(2) 小明设计了下列工艺流程,其中合理的是( )
 A . 锯割→锯割→锉削→划线→钻孔→攻丝 B . 锯割→锯割→划线→锉削→钻孔→攻丝 C . 圆杆端部倒角→锯割→钻孔→攻丝→锉削 D . 肩部钻孔→锯割→钻孔→锉削→攻丝
A . 锯割→锯割→锉削→划线→钻孔→攻丝 B . 锯割→锯割→划线→锉削→钻孔→攻丝 C . 圆杆端部倒角→锯割→钻孔→攻丝→锉削 D . 肩部钻孔→锯割→钻孔→锉削→攻丝
-
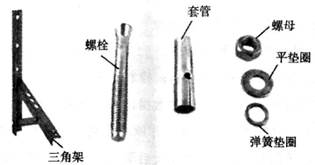
(1) 下列加工流程最合理的是 (在下列选项中,选择合适的一项,将序号填入横线处)A . 划线→锯割→锉削→钻孔 B . 划线→钻孔→锯割→锉削→弯折→钻孔 C . 划线→弯折→划线→钻孔→锯割→锉削 D . 划线→钻孔→锯割→锉削
-
(2) 该工艺流程中不需要用到的工具是:(从A .钢锯;B .圆锉;C .台钻;D .丝锥;E .平锉;F .划规中选择合适选项(多选),将序号填入横线中)
-
(3) 加工该零件,下列操作中不合理的是 (在下列选项中,选择一项,将序号填入横线处)A . 划线时,划针要紧贴导向工具,一次完成 B . 钻孔前要用划规划出圆后,再在圆心处用样冲冲眼 C . 锯割时沿着划线方向锯割,并留有锉削余量 D . 锉削过程中,左手施压由大变小,右手施压由小变大,使锉刀平稳而不上下摆动
-
(4) 为了提高该连接件的硬度,可以增加的环节是(从A .电镀;B .喷涂油漆;C .淬火中选择一项,将序号填入横线中)
A . 安装轴衬固定套;B . 安装轴承盖;C . 安装上、下轴瓦;D . 安装螺栓;E . 安装垫片;F . 安装油杯;G . 安装螺母。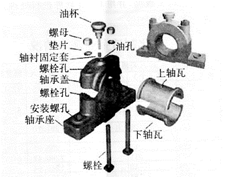
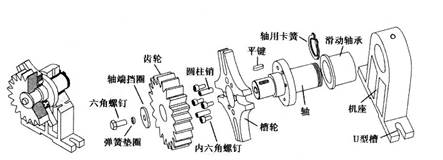
传动装置装配需要以下环节:A.安装滑动轴承;B.安装轴用卡簧;C.安装轴;D.安装平键;E.安装内六角螺钉;F.安装圆柱销;G.安装齿轮;H.安装弹簧垫圈;I.安装轴端挡圈;J.安装六角螺钉;K.安装槽轮。
请分析转动装置的结构和装配工艺,回答以下问题:
-
(1) 合理的装配流程为:A→→→K→→→D→G→I→H→J(在横线处填写装配环节的编号)。
-
(2) 下列零件中,不属于标准件的是: (在 A .圆柱销; B .滑动轴承; C .内六角螺钉中选择一项,将编号填写在横线处)。
-
(3) 现要将机座通过U型槽固定在金属平台上且可拆卸,金属平台上已加工螺纹孔,适合的连接件是:(在 A .六角螺钉; B .紧定螺钉; C .元宝螺帽中选择一项,将编号填写在横线处)
-
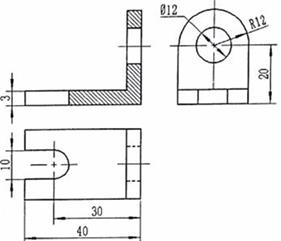
(1) 视图的尺寸标注中,漏标的尺寸有( )A . 2处 B . 3处 C . 4处 D . 5处
-
(2) 以下有关加工该工件的说法中正确的是( )A . 划线时按划尺寸线→划轮廓线→冲眼步骤进行 B . 锉削结束后,应将锉刀整齐有序地叠放在一起 C . 钻孔时不能直接用手扶持工件,要用台虎钳固定 D . 为了提高金属韧性,可以对其表面进行淬火处理

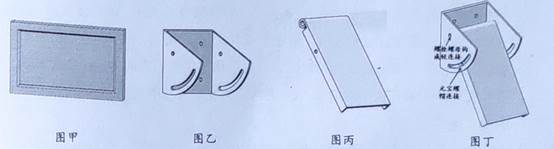
-
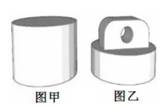
(1) 加工图丙部件,下列加工工艺中,工具选择不合理的是 (在A . 冲眼:样冲和铁锤; B . 划线:划针和钢角尺; C . 钻孔:麻花钻和平口钳中选择合适的选项,将序号填入下划线处);
-
(2) 小明用0.5mm厚的铁皮加工图乙部件,合理的加工流程为:划线→→→划线→→(在A . 锯割;B . 锉削;C . 钻孔;D . 弯折中选择合适的选项,将序号填入下划线处);
-
(3) 图丁支架与相框的连接件可以采用 (在下列选项中选择合适的选项,将序号填入下划线处)。A .
 B .
B .  C .
C .  D .
D . 

-
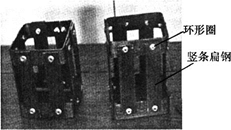
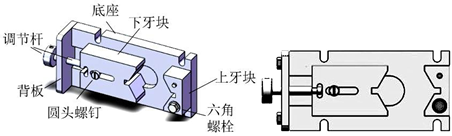
(1) 组装该V型夹具的流程为:F→→→→A→C(在横线处填写装配环节的编号);
-
(2) V型块是机械加工领域中的常用器件,一般用于定位、夹紧下列哪种零件 (在下列选项中选择合适的一项,将序号填入横线处);A .
 B .
B .  C .
C .  D .
D . 
-
(3) 在通用技术实践课上,小明准备用外形已加工的矩形钢制作上牙块,设计了下列工艺 流程,其中合理的是 (在下列选项中选择合适的一项,将序号填入横线处);A . 划线→锯割→锉削→钻孔→攻丝 B . 划线→钻孔→锯割→锉削→攻丝 C . 划线→锯割→锉削→钻孔 D . 划线→钻孔→锯割→锉削
-
(4) 安装圆头螺钉时,所用的工具是 (在下列选项中选择合适的选项,将序号填入横线处)。A .
 B .
B .  C .
C .  D .
D . 
-
(1) 合理的加工流程为A→→→E→→(在横线处填写加工环节的序号)。
-
(2) 关②少切削法,说法错误的是(在“A .减少了材料的浪费;B .提高了生产效率;C .所需加工设备较少”中选择合适的选项,将序号填写在横线处)。
-
(3) 切削环节不需要用到的设备是(在“A .车床;B .台钻;C .台虎钳”中选择合适的选项,将序号填写在横线处)。
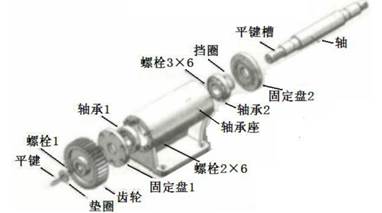
现在轴承座右侧零件与轴、轴承座之间装配已完成,下一 步将进行轴承座左侧零件与轴、轴承座的装配。需要以下环节:A .螺栓1安装到轴上;B .轴承1安装到轴上;C .垫圈安装到轴上;D .固定盘1安装到轴上;E .平键安装到平键槽中;F .螺栓2共6个安装到轴承座上;G .齿轮安装到轴上。
请分析该轴承结构和装配工艺,回答以下问题:
-
(1) 合理的装配流程为:→D→ →→G→→A (在横线处填写装配环节的序号);
-
(2) 若使用弹簀垫圈来防止受震动后齿轮与轴的连接变松,则弹簧垫圈应该放在(在A .齿轮与固定盘1之间;B .垫圈与齿轮之间;C .螺栓1头部与垫圈之间中选择合适的选项,将序号填入横线处);
-
(3) 固定盘1和固定盘2上的6个螺栓安装孔都进行了一定深度的扩孔以刚好容纳螺栓2的头部,则螺栓2最好选择(在A .元宝螺栓;B .六角螺栓;C .内六角螺栓中选择合适的选项,将序号填入横线处)。

- 某汽车以72㎞/h 的速度匀速行驶时,汽车牵引力的功率是6×104W 。汽车以该速度匀速行驶了2000m 。求:(1)汽
- 在下列溶液中,各组离子一定能够大量共存的是 A.含KSCN的水溶液: Na+、Cl-、SO42-、Fe3+ B.能使紫色
- 对图1所示区域地理现象的叙述,正确的是 A.①地位于三角洲 B.河流②与河流③流向相反 C.盛夏晴朗的夜晚④地常吹偏北风
- “美国应该尽力协助世界回复至经济健全的常态……美国政府能够尽力缓和局势,协助欧洲走上复兴之路。”为此出台的美国外交政策是
- 下图为突触结构模式图,对其说法不正确的是()A.在a中发生电信号→化学信号的转变,信息传递需要能量 B.①中内容物释放至
- 为加快优良种牛的繁殖速度,科学家采用了以下两种方法,请据图的信息回答:(1)试管牛与克隆牛的培育过程中均用到的细胞工程技
- 下列关于力的说法中,正确的是 ( )A.物体在平衡力的作
- 矩形线圈在匀强磁场中绕垂直于磁场方向的轴匀速转动,下列说法正确的是()A.在中性面时,通过线圈的磁通量为零B.在中性面时
- 我们身边的荧光增白剂 ①近日,有报道说,有些颜色极为亮丽的服装中含有荧光增白剂,会对人体健康构成潜在危害。同时,国际食品
- Cf: 1) Each of the students, hoping to pass the exam, _____t
- SurvivingHurricane Sandy Natalie Doan,14, has always felt lu
- 北宋孟元老的《东京梦华录》记载:“市井经纪之家……夜市直至三更尽,才五更又复开张。如耍闹去处,通晓不绝。”“金银彩帛交易
- Nowadays we ____increasingly ____ computer for help us.A.rel
- 阅读短文,回答问题 传递 ①你是一杯甘醇的美酒,李白陶醉在你的杯中;你是一幅绚丽的画卷,王维挥洒在你的卷端;你是一缕煦和
- 某人在同一地点从同一高度同时释放质量不等的甲、乙两个物体,且m甲>m乙。则在下落过程中A.甲的重力加速度大于乙物体
- 与骨折后骨的愈合有关的结构是 A.骨质 B.骨髓 C.成骨细胞 D.关节软骨
- 从生命系统的结构层次来分析,下列叙述中属于种群的是 A.一个池塘中生活着的鱼 B.被污染后培养基上的大肠杆菌等细菌和真菌
- 在滴定操作中,滴定起始和终止确定装有标准液的滴定管的读数时,判断如下操作对结果的影响:(1)起始时液面已调至刻度0处,终
- 能够在机体内识别“非已”成分功能的细胞是: ①吞噬细胞②T细胞③B细胞④记忆细胞⑤效应B细胞⑥效应T细胞 A、①②③④⑤
- 正常情况下,受精作用不会导致() A.双亲遗传物质在受精卵内会合 B.有性生殖细胞结合后成为体细胞 C.受精卵内的染色体



